UpKeep AI Suggestion
Search Results
Blog Post
Examples of Preventive Maintenance That Save and Waste Money
Preventive maintenance cost does not always save your organization money. In this post, we look at examples of when it does or does not.
Published on April 20, 2022



Loading...
Want to keep reading?
Good choice. We have more articles about maintenance!



Article
How to Create a Preventive Maintenance Checklist
Preventive maintenance checklists protect your team, your customers, and your bottom line. Learn how to create one with UpKeep, making...


Article
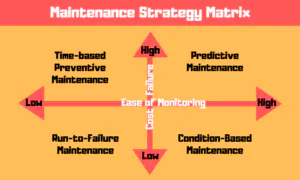
A Step By Step Guide to Choosing the Right Maintenance Strategy for Your Equipment
Choosing the right maintenance strategy for a given asset requires you to assess the cost of failure and the ease...



Article
Preventive Maintenance and RCM Explained
Although both preventive maintenance and reliability-centered maintenance have the same end goals, they approach assigning maintenance tasks differently.
4,000+ COMPANIES RELY ON ASSET OPERATIONS MANAGEMENT
Leading the Way to a Better Future for Maintenance and Reliability
Your asset and equipment data doesn't belong in a silo. UpKeep makes it simple to see where everything stands, all in one place. That means less guesswork and more time to focus on what matters.












